Beispiele: Rückstände nichtleitender Stoffe wie z.B. SMD-Montagekleber, Farbe für Kennzeichnungsdruck auf der Leiterplatte, Abdeckmaskenlack. Ständiges Risiko für Kontaktflächen.
Rückstände bei CMC
Beschreibung:
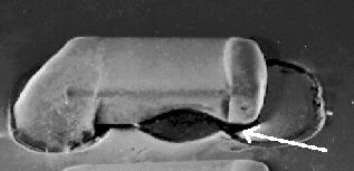
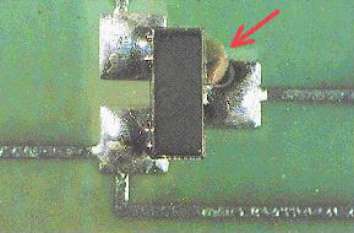
Nichtlötung (rechts) eines CMC infolge übermäßigen Klebstoffauftrages vor dem Wellenlöten. Durch das Hervortreten des Klebstoffes nach dem Bestücken der Bauelemente reichte dieser bis auf das Anschlusspad. Die Folge war eine Nichtlötung des Bauelementes. Eine Nacharbeit ist in jedem Fall erforderlich.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Platzierung der Klebstoffdepots mangelhaft
 Bildquelle:
Bildquelle:REM
Rückstände bei MiniMELF
Beschreibung:
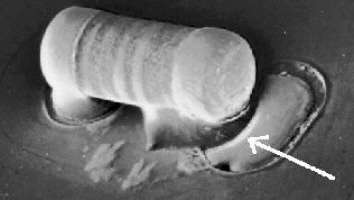
Siehe Beispiel CMC. Gleicher Zusammenhang wie oben beschrieben, jedoch am Beispiel eines MiniMELF Widerstandes.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Platzierung der Klebstoffdepots mangelhaft
 Bildquelle:
Bildquelle:REM
Rückstände bei SOD
Beschreibung:
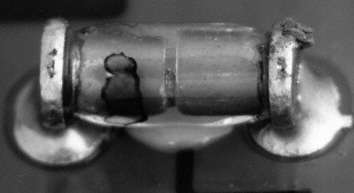
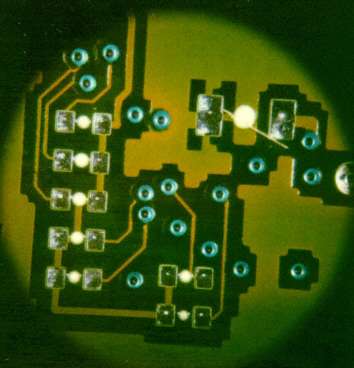
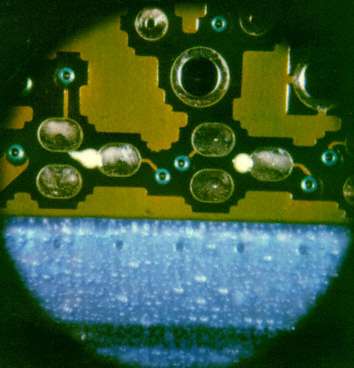
Ungeklärte Rückstände auf der Anschlussmetallisierung an einer SOD nach Wellenlöten. Die Folge dieser Verunreinigung im Lötprozess war ein deutlich sichtbares Ablegieren des Lotes (rechts). Es konnte nicht geklärt werden, um welche Verunreinigung es sich hierbei handelt. Die Verunreinigung hatte jedoch Einfluss auf die Benetzungsfähigkeit des Lotes am Bauelement. Dieser Zusammenhang zeigt neben der Verunreinigung auch, dass das Lot (Legierung) schon erheblich verschmutzt war.
Ursachen/Abhilfe:
- Verunreinigungen im Lot
- Lotlegierung verunreinigt
- Fremdbestandteile im Lot oder auf der Leiterplatte (Fluxerreste, o.ä.)
- Abgelöste Bestandteile anderer Bauelemente (z.B. Kunststoffe)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Rückstände bei SOT23
Beschreibung:
Nichtlötung eines Anschlusses an einem SOT23. Bedingt durch das Hervortreten des Klebstoffes wurde die Benetzung im Wellenlötprozess gestört. Der Klebstoff befindet sich unter dem Anschlussbein auf dem Pad. Eine Nacharbeit ist erforderlich, dabei sollte das Bauelement komplett entnommen werden und die Anschlussbereiche von Klebstoffresten befreit werden.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Platzierung der Klebstoffdepots mangelhaft
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Beschreibung:
Gleicher Zusammenhang wie oben beschrieben. Deutlich erkennbar ist der hervorgetretene Klebstoff unter dem Bauelementkörper.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Platzierung der Klebstoffdepots mangelhaft
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Rückstände allgemein
Beschreibung:
Deutlich erkennbares Hervortreten von Klebstoff unter einem quaderförmigen Widerstand. In diesem Beispiel kam es zwar nicht zu Nichtlötungen, jedoch ist die aufgebrachte übermenge Klebstoff sehr gut sichtbar (Bildmitte). Signifikant ist, dass nur ein Bauelement von dieser Erscheinung betroffen ist. In diesem Fall sind die Prozessparameter nicht genügend überwacht (Prozessstabilität).
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Prozessumgebung (Temperatur)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Klebstoff dispensen
Beschreibung:
Der Auftrag von Klebstoff vor dem Bestücken der Bauelemente liefert in diesem Beispiel folgende Fehlerbilder:
- ungleichmäßig große Dots
- Klebstofffäden durch Dispenserbewegung
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Prozessumgebung (Temperatur)
- Teaching der Maschine mangelhaft (Bewegungsablauf)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Beschreibung:
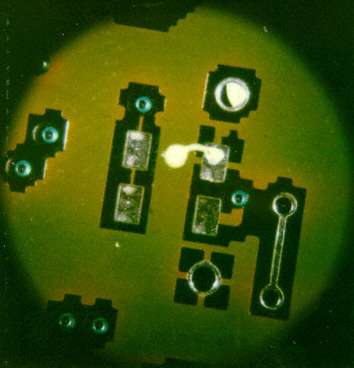
Klassischer Fehler beim Dispensen von Klebstoff vor dem Bestücken der Bauelemente. Das Fehlerbild zeigt deutlich ein, sich aus dem Hauptdepot herausragenden Klebstofffaden, der bis auf das Pad reicht. Nichtlötungen wären hier die konsequente Folge.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Prozessumgebung (Temperatur)
- Teaching der Maschine mangelhaft (Bewegungsablauf)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Beschreibung:
Versetzt aufgebrachte Klebstoffdepots. Durch fehlerhaftes Teaching der Maschinen wurden die Bereiche, auf denen Klebstoff aufgetragen werden kann verlassen. Deutlich sichtbare Klebstoffanteile auf den Pads.
Ursachen/Abhilfe:
- Maschinenparameter beim Klebstoffauftrag mangelhaft
- Klebstoff (Viskosität) nicht angepasst
- Prozessumgebung (Temperatur)
- Teaching der Maschine mangelhaft (Bewegungsablauf)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
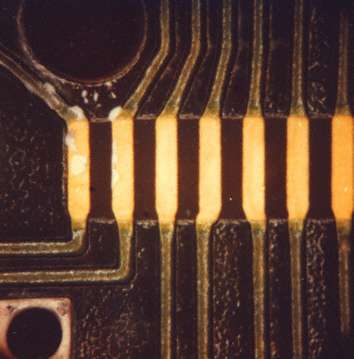
Verunreinigungen
Beschreibung:
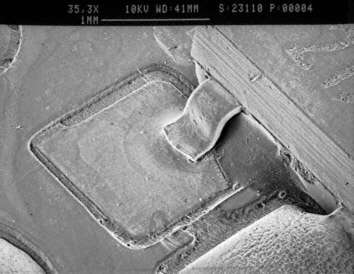
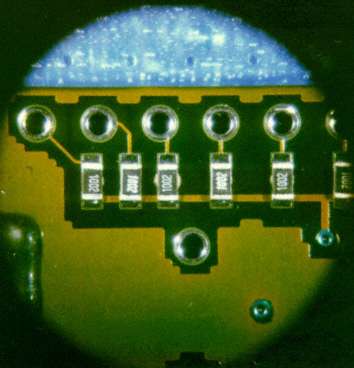
Das Beispiel zeigt Verunreinigungen auf den nicht abgedeckten, benetzbaren Stegen einer Leiterbahnstruktur. Da dieser Fehler bei angelieferten (Bare-Boards) Leiterplatten festgestellt wurde, muss es sich um Bestandteile handeln, die bei den galvanischen Prozessen anfallen. Nicht auszuschließen sind auch Verunreinigung durch Lagerung oder Transport. Diese Verunreinigungen können im Lötprozess zu Fehlern (Nichtlötungen, infolge Nichtbenetzen führen).
Ursachen/Abhilfe:
- Herstellerspezifische Fehler im Galvanikprozess
- Verunreinigungen durch Lagerung / Transport (Abdeckfolien)
- Reinigung erforderlich
- Verunreinigung durch vorgelagerte Prozessschritte
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Unsere Analytikabteilung kann Ihnen bei der Ursachensuche behilflich sein.
zur Schadensanalytik bei TechnoLab