Achtung ! Hier gilt stets der Vergleich mit geltenden Standardisierungen und Normen. Diese sind untereinander oft nicht vergleichbar oder differieren. Als Bewertungsgrundlage gilt hier die DIN EN 61191, Teil 1 - 4, bzw. die IEC 61191, Teil 1 - 4. Alle Bewertungen der Lötstellen basieren auf den vorgenannten Normen.
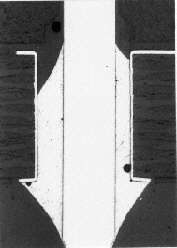
Unvollständiger Lotdurchstieg
Beschreibung:
Unvollständiger Lotdurchstieg an einem Anschlussbein eines THD. Grenzfall für eine akzeptable Lötverbindung nach IEC 61191-3, da eine vertikale Füllung von 75% der Durchkontaktierung erreicht wurde. Die Ursache dieses gehemmten Lotdurchstieges sollte aber ermittelt und sichergestellt werden, dass es sich nicht um einen systematischen Fertigungsfehler handelt.
Ursachen/Abhilfe:
- Benetzbarkeit des BE mangelhaft
- Benetzbarkeit der Durchkontaktierung mangelhaft
- Lötprozessparameter ungenügend
- Verunreinigungen der Fügepartner
 Bildquelle:
Bildquelle:Schliffbild
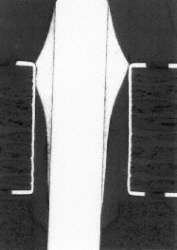
Fehlender Lotdurchstieg
Beschreibung:
Völlig fehlender Lotdurchstieg. Dieses Fehlerbild muss in jedem Fall zu einer Nacharbeit führen - nicht annehmbarer Fehler. Da dieses Fehlerbild erst durch eine Schliffuntersuchung besser darstellbar wurde, muss bei der optischen Inspektion besonders aufmerksam auf ähnliche Fehlerbilder geachtet werden.
Ursachen/Abhilfe:
- Benetzbarkeit des BE mangelhaft
- Benetzbarkeit der Durchkontaktierung mangelhaft
- Lötprozessparameter ungenügend
- Verunreinigungen der Fügepartner
 Bildquelle:
Bildquelle:Schliffbild
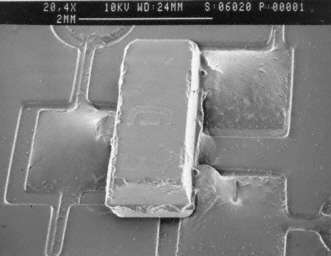
Lotfüllung gestört
Beschreibung:
Gestörte Lotfüllung einer Wellenlötung an einem CMC. Durch eine übermenge Klebstoff, die nach dem Bestückvorgang auf das Anschlusspad gedrückt wurde, kam es zu dieser Erscheinung. Von außen ist dieser Fehler nur ungenügend zu bewerten, da von hier der Zustand unter dem BE nicht festgestellt werden kann. Nach Norm reicht die Breite der Lotfüllung zwar aus, eine Nacharbeit ist aber aus vorgenannten Grund trotzdem vorzusehen.
Ursachen/Abhilfe:
- Klebstoffauftrag mangelhaft (Übermenge, Position)
- Bestückvorgang mangelhaft (Aufsetzkraft zu hoch)
 Bildquelle:
Bildquelle:REM
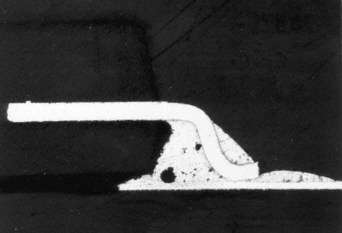
Benetzungsschwierigkeiten
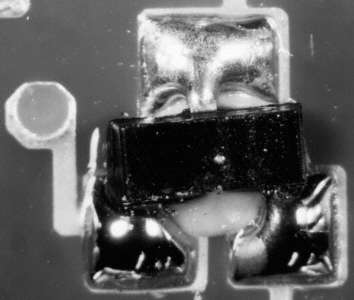
Beschreibung:
Beispiel für eine unterschiedliche Benetzungsfähigkeit der Anschlussbeine eines SOT23. Die Bilder zeigen einwandfreie Lötstellen. Bis auf die Stirnseite des unteren Anschlussbeines sind alle Anschlussbereiche gut benetzt. Jedoch zeigt diese Tatsache, dass an den Schnittkanten der Metallträger (Lead-Frames) Benetzungsschwierigkeiten auftreten können. Die Probleme treten besonders bei lange Zeit gelagerten Bauelementen oder bei Bauelementen mit Alloy 42 Metallträgern auf. Diese Erscheinung kann die Lotfüllung entscheidend beeinflussen. Im unteren Bild ist dieser Zusammenhang noch einmal in einer Schliffuntersuchung dargestellt.
Ursachen/Abhilfe:
- Schnittkanten der Metallträger zeigen mangelhafte Benetzungsfähigkeit
- Alloy 42 Legierung kann schlechtere Benetzungsfähigkeit zur Folge haben.
 Bildquelle:
Bildquelle:REM
 Bildquelle:
Bildquelle:Schliffbild
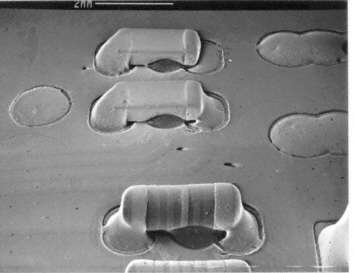
Beschreibung:
Gestörte Lotfüllung einer Wellenlötung an einem SOT23. Durch eine Übermenge Klebstoff, die nach dem Bestückvorgang auf das Anschlusspad gedrückt wurde, kam es zu dieser Erscheinung. Von außen ist dieser Fehler nur ungenügend zu bewerten, da von hier der Zustand unter dem BE nicht festgestellt werden kann. Durch den Klebstoff kam es nicht zu einer einwandfrei benetzten Lotfüllung an der Ferse des BE. Dieser Fehler ist nicht annehmbar.
Ursachen/Abhilfe:
- Klebstoffauftrag mangelhaft (Übermenge, Position)
- Bestückvorgang mangelhaft (Aufsetzkraft zu hoch)
 Bildquelle:
Bildquelle:visuelle, optische Inspektion, Übersichtsphoto
Klebstoffanteile auf Anschlußpads
Beschreibung:
Klebstoffanteile auf den Anschlusspads verhindern konforme Lötstellen. Im oberen Beispiel (CMC) kam es sogar zu einer Nichtlötung. Bei den darunter liegenden BE (CMC, MiniMELF) wurde die Länge der Lötverbindung (unter dem BE) dadurch entscheidend verkürzt. Alle Beispiele sind nicht annehmbar.
Ursachen/Abhilfe:
- Klebstoffauftrag mangelhaft (Übermenge, Position)
- Bestückvorgang mangelhaft (Aufsetzkraft zu hoch)
 Bildquelle:
Bildquelle:REM
Unsere Analytikabteilung kann Ihnen bei der Ursachensuche behilflich sein.
zur Schadensanalytik bei TechnoLab